

عيوب اللحام Undercutting – under cut يعرف بانه الخلل الذي يتميز به احتراق المعدن على جوانب الاخدود نتيجة الحرارة المفرطة عند تشكيل اللحام و يمكن حدوثه في مناطق groove or crater او في Cap علي جوانب حائط الجدار للحام weld toe ويحدث هذا الخلل نتيجة فشل الفني بالعمل بالطريقة الصحيحة لملء الاخدود بمعدن اللحام ليسبب تآكل لاحد الجوانب دون لاخرى مما يؤدي الي الضعف العام لزوايا الآخدود فيجعله عرضه للتصدع والانهيار علي طول خط weld toe او في اي منطقة اخرى واليوم في موقع عقل المهندس سوف ندرس سويا اسباب وطرق الوقاية من عيب اللحام Undercutting.
اولا: مسببات under cut عيب اللحام Undercutting
ان الاسباب تعود الي الحرارة المفرطة فضلا عن تقنيات اللحام الفقيرة علي حد سواء التي تؤدي الي عمليه اضعاف وصلة اللحام من خلال الاتى
- فني اللحام (المشغل) قام بعملية رفع التيار welding current او الكهرباء بصفة عامة
- اجراء اللحام بسرعة عالية جدا
- اثناء العملية تم استخدام زوايا غير صحيحة في وجه حواف اللحام toe or edges التي تعمل على ارتفاع درجة الحرارة وبالتالي يتم حرق المعدن الاساسي اثناء استخدام تقنية لحام القوس الكهربائي Arc
- علاوة علي ذلك الاستخدام غير الصحيح لغاز التدريع.
- اسباب اخرى مثل فتحة الجذر ضيقة ، فتحة الجذر غير موجودة.
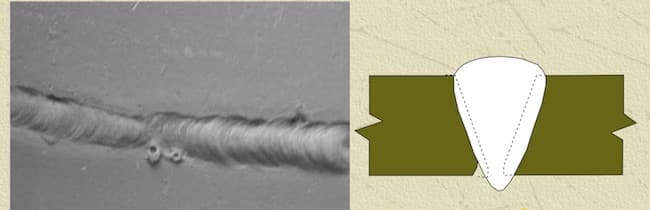
في النهاية هذه هي الاسباب الرئيسية للحدوث عيب اللحام Undercutting وفي الشكل الاتي توضيح لشكل العيب في منطقة الجذر

ثانيا طرق الوقاية من عيب اللحام under-cut
في الواقع العديد من المصادر في صناعة اللحام في السنوات الاخيرة قد بذلت جهود كبيرة لحل هذه المشكلة وفيما يلي شرح مفصل للوقاية والحد من هذا العيب التي قد تساعدك اثناء العمل والتفتيش علي اللحام
تصحيح مدخلات درجات الحرارة
واحدة من الاسباب الرئيسية في عمليات اللحام المسببة undercut درجات الحرارة العالية في حين ان التشغيل والعمل بالقرب من الحواف يؤدي الي ارتفاع درجات الحرارة ويؤدي ذوبان معدن الحشو بالقرب من الحواف الى التأكل ومن اجل الوقاية يجب اخذ الاحتياطات اللازمة وتخفيض درجة الحرارة عن طريق خفض التيار عند العمل بالقرب من الحواف والمعدن الام .
تصحيح زاوية العمل او زاوية الالكترود
بصفة عامة اثناء اشواط اللحام المختلفة زاويا التشغيل تعلب دورا حيويا في انتاج عيوب اللحام واذا تم عمل شوط بزاوية غير صحيحة مع ارتفاع في درجة الحرارة بالقرب من الحواف سوف يؤدي الي ضعف عام في اللحام وبالتالي يتسبب في حدوث undercut ، لهذا يجب استخدام زاوية عمل صحيحة عن طريق الاداء المتوازن وحسن التنسيق بين السرعة و الالكترود والمنحدرات لتوجيه الحرارة الزائدة في اتجاه المواد الاكثر سمكا بالمقارنة مع الحواف edges
اعتدال السرعة وضبطها اثناء الاشواط
السرعة العالية اثناء الشوط سبب لا يستهان به لحدوث عيب اللحام under cut فالسرعة نتيجتها استنزاف جزء من المعادن الاساسية وذوبانها في بركة اللحام المصهورة بالانجليزية portion of parent metal is drained into the molten metal وبالتالي عملية استنزاف المعادن لا يمكن رجوعها الى الحالة الاصلية بسبب سرعة التجمد لمعدن اللحام المصهور تاركا وراءه حواف مقصوصة فمن الافضل للحامون التشغيل بسرعة معتدلة لان السرعة البطيئة ايضا لا تعطي نتائج مرضية
اختيار غاز التدريع المناسب
في حالة استخدام الغازات النشطة على سبيل المثال عملية اللحام MAG فآن اختيار نوع خطئ من غاز التدريع سبب رئيسي في ضعف اللحام ، لذلك يجب ضمان اختيار نسب الغاز بشكل صحيح وفقا لمتطلبات نوع المواد الملحومة وسمك جدار حائط المعدن كما ان استخدام غاز Carbon dioxide in conjunction with inert gases يقدم نتائج جيدة في لحام الكاربون استيل
استخدام تقنية اللحام الصحيحة
تنشاء مشكلة عيب اللحام under cut عندما يسعي فني اللحام لانتاج حبات استرينجر بموجات نسيج كبيرة بالانجليزية make a weld run with excessive weaving style وفي الكود والمعايير قد وضعت قوانين محددة حول هذا الموضوع حسب حجم الالكترود المستخدم و للحد من هذا الموضوع يمكن للفني استخدام هذه التقنية بما يتناسب مع المعايير او يتم انتاج اللحام علي عدة اشواط.
الوضع الصحيح للحام
بعض الحالات عند عند اجراء لحام فيليه بالانجليزية fillet weld في موقف بين الافقي والعمودي ينتج عنه عيب اللحام Undercutting وضعف عام في المجمل لعدم كفاية الملو بمعدن اللحام علي طول حواف الوصلات ومن اجل منع حدوث ذلك يجب اجراء اللحام في موقف مسطح قدر الامكان لضمان كفاءة الاداء
سماحيات العيب داخل جميع الاكواد والمعايير يتم تجهيزه وسوف يتم وضعه بشكل منفصل بالقريب ان شاء الله
ثالثا: ظهور العيب علي فيلم التصوير بآشعة جاما او الاشعة السينية
crown undercut فإنه يظهر في صورة شعاعية على شكل خط غير مستقيم على حواف الوصلات كما في الصور ادناه ويعبر الظلام على طول الحافة الخارجية لمنطقة اللحام الي عيب Undercutting.


نامل ان نكون قد وفقنا في شرح عيوب اللحام Undercutting مع خطوات لمنع عيب under cut يمكنك متابعة دورات اللحام من القائمة الرئيسية ولاتنسى الاشتراك ببريد الموقع ومشاركة الموضوع عبر وسائل التواصل الاجتماعي كما ليس هناك مشكلة اذا كان لديك استفسار من فضلك اتركه بالتعليقات.
اشتريت مكنة لحام ميغ (Hobart handler 190- 220v) ، من أمازون وذلك منذ أكثر من 4 أشهر ، أنا أسكن في البحرين و الطاقة الكهربائية 220 فولت ، غير انني متردد في تشغيل المكنة وذلك بسبب انني قرأت في كذا موقع انها تحتاج الى (breaker) حوالي 50 امبير، في حين ان ما لدي في لوحة الكهرباء 30 امبير كحد أقصى! ، لا ادري ما دقة المعلومات الموجودة على تلك المواقع و مدى صحّتها ولكني متخوّف من تشغيل المكنة خوفاً من ان يتسبب ذلك في حريق او تلف في الكهرباء. الرجاء إفادتي في اقرب فرصة.
دمتم بألف خير ..
الحقيقة ان 30 يعتبر اقل لمعيار لاستخدام هذه الماكينه باعتبار انها ليست ٣ فاز لكن لو ٣ فاز هتحتاج اقل شيئ ٥٠ وعموما انت ممكن تشتغل على breaker ابتداء من ٣٠ امبير او ٢٠ امبير
عموما استخدامك لاكبر من ٣٠ امبير هيكون جيدا وبالنسبة لمخاوفك من نشوب حريق او ماشابه او تلف في الكهرباء فهذا الموضوع مستبعد لان وظيفة البريكر اساسا السقوط اذا زادت الاحمال // عموما ليس هناك اي مشكلة من مراقبه حرارة الويرات اثناء التشغيل للاطمئنان مع تغيير الويرات الرئيسية اذا كانت ضعيفة
انا شخصيا عندي ماكينه انفرتر ٢٠٠ امبير بشغلها على فيشة داخلية بالمنزل مربوط بمفتاح ١٠ امبير لكن بصراحة شغل منزلي خفيف واحيانا كتير المفتاح يسقط مني ان زاد الحمل عليه
لحام غير جيد نوع من السواد وأحيانا لا يمسك للحام مكنة 200 امبير السلك 6013
مطلوب معلومات عن عمليه اللحام لكن عموما ٦٠١٣ سلك لحام جيد ويصلح لكافة اوضاع اللحام
جزيل الشكر والامتنان على هذه المعلومات ارجو الاستمرار Thank for this information continue please
ربنا يكرمك ويوفقك دايما ان شاء الله مستمرين واذا احتجت اي شيء في اللحام او عيوب اللحام باي وقت تحت امرك
شكرا لك كتير علي هذه المعلومات الرائعة