عيوب اللحام الهيدروجينية ، الشقوق – التصدعات – الكراك – الكسر بمساعدة الهيدروجين بالانجليزية hydrogen cracks ويمكن تعريفه على انه نوع من الكسور والتشققات الباردة بالنجليزية cold cracking يعرف ايضا باسم التصدعات المتأخرة بالانجليزية delayed cracking. ان غاز الهيدروجين يعرف بتأثيره على معدن اللحام و المنطقة المتآثرة من الحرارة بالانجليزية heat affected zone ويشار اليها باختصار HAZ.
يرجع تاريخ تأثير غاز الهيدروجين الى سنوات طويلة ماضية وهو يعبر عن امكانية التكسير بمساعدة الهيدروجين عندما تزيد قوة صلابة المعدن ، ولا يمكن الفرار منه فهو موجود في بيئة العمل وفي الهواء واغلب المركبات العضوية تحتوي على الهيدروجين ، وكل الاشياء تقريبا من مواد نفطية ، مواد تنظيفات ، قلويات تحتوي على الهيدروجين.
ويعتبر الكسر بمساعدة الهيدروجين من اكبر التهديدات علي امن و سلامة اللحام عند التطبيق على خطوط انابيب البترول ، مما يدعو احتياج كل المقاولين ان يكونوا في سباق وصراع من أجل تخفيف وخفض والقضاء على خطر شقوق الهيدروجين في منطقة اللحام نفسها وفي المناطق المتأثرة من الحرارة. ومن هذا المنطلق فانني بموقع عقل المهندس سوف احاول امدادك بكل مصادر الهيدروجين الخطيرة وكيفية القضاء عليها او على الاقل تخفيضها.
مما يميز الشقوق والكسور الهيدروجينية حدوثه في معادن الفيريتيك بالانجليزية ferritic steels ، وينشاء العيب بعد عملية اللحام مباشرة ، بعد الانتهاء منها بوقت قصير ، او بعدها بوقت طويل ، قد تمتد الى عدة ساعات او ايام وفي هذا الموضوع سيتم وصف الاسباب الرئيسية لحدوث عيب اللحام شقوق الهيدروجين لمساعدة مهندس اللحام على اختيار اجراء اللحام المناسب وقد يهمك قراءة افضل الممارسات في الوقاية من الكسر بمساعدة الهيدروجين

تحديد عيب الكسر الهيدروجيني hydrogen cracks (المظهر المرئي)
يمكن تمييز الشقوق الهيدروجينية و الكسور الباردة ، التصدعات المتأخرة حسب الخصائص التالية:
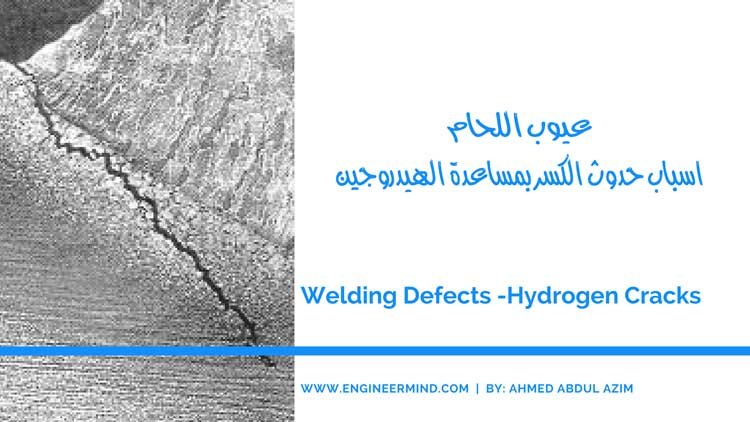
- يحدث كراك الهيدروجين في الفولاذ الصلب المنجنيزي بالانجليزية carbon-manganese steel ويشار اليه باختصار C-Mn في المنطقة المتآثرة من الحرارة HAZ ، لكنه قد يمتد الي معدن اللحام نفسه كما هو موضح بالشكل رقم ١ ، ويمكن ان تحدث الكراكات على سطح اللحام تحديدا في خرزات حبات اللحام على الاتجاه العرضي بزاوية ٤٥ درجة وتتبع مسار ارتجاجي او ممزق بالانجليزية jagged وعلى الرغم من انها كراك تمزقي لا تكون الشقوق على شكل تفريعة او نجمة
- تحدث التشققات الهيدروجينية في سبائك الصلب المنخفض بالانجليزية low alloy steels بالعرض او عمودية على شكل اللحام ولكنها غير متفرعة وغير مستوية وغير مستقيمة.

ان شكل التشققات و فتحات الكراك قبل اجراء المعالجة الحرارية PWHT يكون لها مظهر مرئي غير متآكسد مما يدل على انها قد تشكلت عندما كان اللحام بارد بدرجة الحرارة المحيطة بالمكان او بالقرب و مع ذلك يمكن رؤية مساحة باللون الازرق خفيفة جدا والتي تكونت من اثار عمليات التسخين الاولية او من حرارة الانصهار
المعدجرافيا (دراسة المعادن)
ان كراك الهيدروجين الذي ينشاء في المنطقة المتآثرة من الحرارة HAZ عادة ما يرتبط مع منطقة حبيبات و جزيئات المعدن الرديئة كما هو واضح بالشكل رقم ٢ ، ومن الممكن ان تكون الشقوق بين جزيئات المعدن او مرتبطة باللحام نفسه ،ولكن في الغالب تحدث الشقوق والكسور الهيدروجينية في المنطقة المتآثرة من الحرارة الاكثر صلابة ، والتي تشكلت صلابتها في سبائك الفولاذ المنخفض الكربون والفولاذ عالي الكربون ناتج حرارة الانصهار ، وفي الحقيقة يتم العثور على الكسر الهيدروجيني بصورة كبيرة في حبيبات المعدن في سبائك الفولاذ الكربوني المنجنيزي carbon-manganese C-Mn steel

و في انواع وصلات لحام الفيليه بالانجليزية fillet welds غالبا ما تكون شقوق الهيدروجين في منطقة HAZ متوازية مع جذر لحام الفيليه واتجاهتها متوازية مع خرزات اللحام كما هو واضح اعلاه.
اسباب حدوث كراك الهيدروجين hydrogen cracking
هناك ثلاث عوامل رئيسية تتحد لتسبب شقوق الهيدروجين hydrogen cracking وهو ليس مثل الكراك الساخن
- امتصاص الهيدروجين الناتج عن عملية اللحام
- هكيل المعادن الاساسية هش وعرضة للشروخ والتصدعات
- عوامل الشد والاجهاد بالانجليزية tensile stresses على وصلات اللحام
فعادة يحدث التكسير البارد عند درجات حرارة تقل عن ٣١٦ درجة مؤية ٦٠٠ فهرنهايت وفي الغالب لايظهر الكراك الهيدروجيني الا بعد عدة ساعات او بعد ايام ، فبعد عمليه تبريد اللحام تبداء الشروخ والكسور والتشققات في الظهور في المنطقة المتضررة من الحرارة.
كما يمكن امتصاص الهيدروجين الي اللحام عن طريق معادن الحشو او المعادن الاساسية او عن طريق الغلاف الجوي والاساس في الموضوع ان غاز الهيدروجين قابل للذوبان في المعدن المصهور او بالقرب من منطقة الانصهار وبطبيعة الحال يظل الهيدروجين في اللحام ثم يبداء بالتجمع حول البلورات ومع زيادة الضغط يحدث الكراك وقد تستغرق هذه العملية ساعات او ايام كما وضحت ذلك سابقا. ويعتمد الوقت على سرعة تجمع الذرات وقوة الضغط الناتج لهذا التجمع.
كما يعد احد الاسباب الرئيسية للكسر البارد الهيدروجيني هي مواد C-mn and high alloy steel وخاصة المعادن السميكة ، مع اختيار اقطاب اللحام غير المناسبة ويمكن تلخيص العوامل الرئيسية المؤثرة على خطر الكراك الهيدروجيني كالاتي.
- خصائص المعادن الاساسية
- سمك او تخانة المعادن الاساسية
- الضغوط الناتجة خلال عملية اللحام او التي تنشاء بعد عملية اللحام مباشرة بسبب مدخلات الحرارة.
لحام المعادن و محتوى الهيدروجين
يعتبر المصدر الرئيسي لغاز الهيدروجين هي الرطوبة الزائدة المتدفقة و التي يمتصها اللحام ، بجانب اي طلاء موجود على اقطاب اللحام ومادة الفلكس flux الموجودة في عمليات اللحام MMA او مادة الفلكس المتدفقة في لحام القوس المغمور submerged arc welding وفي الغالب تتولد كميات الهيدروجين حسب انواع اسلاك اللحام مثل انواع cellulosic electrodes او انواع Basic electrodes و التي لديها نسبة توليد هيدروجين اقل. ومن المهم ايضا ان نعلم ان هناك مصادر اخرى هامة للهيدروجين سواء كانت من المواد او الغلاف الجوي وقد تشمل المصادر الاتية
- المواد النفطية – الشحوم – الزيوت – الاوساخ – بقع الصداء
- الدهانات – الطلاء
- السوائل – المنظفات – القلويات
- خصائص المعادن الاساسية او المعدن الام
كما وضحت سابقا في مقالات قابلية المعادن للحام اولا تكافؤ الكربون CE ان كل هذه العوامل يكون لها تآثير كبير علي مستويات التجمد والصلابة ، بجانب ارتفاع معدلات التبريد ، الذي يسبب هيكل معدني هش في المنطقة المتضررة من الحرارة HAZ وتعتمد صلابة المادة على مستوى الكربون الموجود بها او وجود عناصر معدنية اخرى وسوف اضيف لك المعادلة مرة اخرى هنا

والخلاصة انه كلما زادت كمية الكربون كلما زاد خطر حدوث الشقوق والكسر الهيدروجيني hydrogen cracking وعموما مستويات الكربون اصغر من < ٠.٤٪ ليست معرضة لخطر التكسير الهيدروجيني طالما يتم استخدام مواد الحشو منخفضة الهيدروجين
سمك وتخانة المواد الاساسية (المعدن الام) Parent material thickness
ان سمك وتخانة المواد تؤثر علي معدلات التبريد و مستويات صلابة المعدن ، وبالتالي يزيد من امتصاص الهيدروجين في المنطقة المتآثرة من الحرارة HAZ وبقائه فيها
ان حساب التركيبة العامة لتخانة وصلات اللحام هو يساوي مجموع تخاتة المواد على امتداد طول وصلة اللحام ، التي تحدد لنا جنبا الي جنب المعطيات الهندسية لوصلات اللحام ، ومعدل التبريد ، وصلابة المنطقة المتضررة من الحرارة HAZ كما هو موضح بالشكل الاتي وسيكون من الارجح حدوث الشروخ في وصلات لحام الفيليه الذي لديه ثلاث انواع من السمك اكثر منه في لحام الاخدود الذي لديه نوعان من السمك لنفس تخانة المادة الاصليه (هذه النقطة مرتبطة بتصميم الوصلات وسيتم شرحها بشكل منفصل)

الضغوط الناتجة على وصلات اللحام
بشكل عام الشقوق تبداء في مناطق تركيز الضغط وخاصة في منطقة جوانب اللحام toe ومنطقة جذر اللحام root ، وتنشاء الضغوط علي الوصلات الملحومة بشكل كبير بسبب القيود المفروضة علي اللحام باستخدام الكلامبات او سمك المادة نفسها او تصميم اللحام او الضبط السيئ للوصلات Poor fit-up او فتحات الجذر الواسعة root gap ، وما يزيد خطر الشقوق في لحام الفيليه عن لحام الاخدود هو حدوث الضغط بشكل ملحوظ على المفاصل كلما تقدمت عمليه اللحام وهذا بسبب صلابه المعدن.
مدخلات الحرارة
تعتبر مدخلات الحرارة للمادة في اثناء عمليه اللحام تعمل جنبا الي جنب مع تخانة وسمك المادة الاصلية وان حرارة التسخين المسبق قبل اجراء اللحام ستحدد الدورة الحرارية وما قد ينتج من تطورات في المنطقة المتضررة من الحرارة HAZ ومعدن اللحام نفسه، وان زيادة مدخلات الحرارة سوف يقلل من مستوى الصلابة hardness وبالتالي يقل خطر تكسير الهيدروجين في منطقة HAZ ، ومع ذلك فآن الهروب من انتشار الهيدروجين امر مستحيل لان انتاج حبة لحام سوف يزيد من مدخلات الحرارة وبالتالي زيادة خطر تكسير المعادن واللحام بشكل عام (وهذا ما تم شرحه في الوقاية من خطر الكسر بمساعدة الهيدروجين).
لكن على كل حال يتم حساب مدخلات الحرارة لكل وحدة طول unit length بضرب طاقة القوس في عامل الكفائة الحرارية على سرعة اللحام حسب المعادلة التالية.

الجهد V = arc voltage V
التيار A = welding current A
سرعة اللحام S = welding speed mm/min
معامل الكفائة الحرارية k = thermal efficiency factor
في الحقيقة يجب ان تؤخذ الكفائة الحرارية في الاعتبار وقد تم ذكر الكفائة الحرارية في المعيار الدولي ايزو EN 1011-1: لعمليات لحام القوس الكهربائي الرئيسية حسب الاتي:
| الكفائة الحرارية | عمليات لحام القوس الكهربائي |
|---|---|
| 1.0 | Submerged arc welding – single wire |
| 0.8 | MMA |
| 0.8 | MIG/MAG and flux cored wire |
| 0.6 | TIG and plasma |
في لحام القوس الكهربائي MMA يتم التحكم في مدخلات الحرارة عن طريق خروج الطول التدريجي لكل قطب وهو ما يتناسب مع مدخلات الحرارة ويعبر معنى الطول التدريجي لكل قطب عن كميات معدن الحشو التي اودعت من كل قطب وهي عمليه تعتمد على تفنيه اللحام المستخدمة كمثال weave width /dwell.
كانت هذه نهاية تحديد اسباب عيب شقوق الهيدروجين – والكراكات المتأخرة والباردة وفي المقال القادم ان شاء الله سوف نقدم افضل الممارسات في الوقاية من عيوب الشروخ والشقوق والكسور الهيدروجينية كما اامل ان اكون قد وفقت في شرح تحديد عيب شقوق الهيدروجين في الفولاذ hydrogen cracks ويسعدني تلقي اي استفسار عن طريق اضافة تعليق و يمكنك متابعتنا على مواقع التواصل الاجتماعي والاشتراك بقائمة بريد الموقع.
الموضوع اكثر من رائع شكرا لك