
الضغط الخارجي بالانجليزية External Pressure يعرف ايضا باسم طرق السحب او التفريغ او التهوية او التنفيث بالانجليزية vacuum عندما تبداء حسابات الضغط الخارجي فآنت قد وصلت الي الامور الاكثر تعقيدا من الضغط الداخلي نظرا لصعوبة تصنيفه الذي يعتمد على العديد من المتغيرات واليات الفشل الميكانيكية عند انشاء او اعادة هيكلة وصيانة الخزانات والمجمعات واوعية الضغط وصهاريج النقل او حتي خزان وقود السيارات او السفن حاملة البترول
وعندما تتخيل كيف سيتعرض الجسم لاي من مصادر الضغط تبدا الصعوبات في ايجاد حلول لمتغيرات آليات العمل الميكانيكية الخارجية وفي الحقيقة هذه المقالة ليست شرح للعمليات الحسابية التي تجد فيها الصعوبات وانما هي شرح مبسط عن الاخطاء التي مررنا بها مرارا وتكرارا اثناء عمليات التشغيل وفيها نستعرض اهم العوامل والاخطاء الشائعة في عمليات الضغط الخارجي External Pressure وكيفية معالجتها وما هو النظام الصحيح المتبع اثناء عمليات التصميم الاولية لاوعية الضغط او الخزانات والنظام الصحيح عند اعادة الهيكلة و الصيانة واذا كان لديك استفسار من فضلك اتركه بالتعليقات.
مقدمة عامة عن الموضوع
في البداية يتم تضمين جميع الحسابات بهذا الموضوع على اساس وعاء الضغط حسب الاتي
- قطر الوعاء ٤٨ بوصة
- طول الوعاء ٩٦ بوصة
- رأس الوعاء F/D لجانب واحد فقط Flanged and Dished F&D
- رأس الوعاء الثانية Semi Elliptical SE
- سمك جدار جسم الوعاء shell thickness سيتم تحديثه بناء على الشرح القادم
- حسابات الضغط الداخلي Internal pressures تساوي 30 psi
لقد اعتمدت في كتابة هذا الموضوع على اهم التوصيات المذكورة في الجمعية الامريكة لاوعية الضغط والمراجل البخارية والمثال الموجود اعلاه من كتاب امثلة على اجراء العمليات الحسابية للضغط الخارجي من شركة PVEen Ltd الكندية المطابق لمواصفات ASME Code ويجب تحميل هذا الكتاب من هنا External-Pressure-Calculations او تحميل الكتيب من موقع الشركة رأسا بصيغة PDF حتى تتمكن من المتابعة معنا الشرح القادم

الاسباب الرئيسية للفشل الميكانيكي في الضغط الخارجي
الية الفشل الميكانيكي بالانجليزية mechanism of external pressure failure وهذا معناه ان الخزان او الوعاء يطبق في بعضه او يتشفط للداخل او ينحني او يلتوي نتيجة عوامل معينة مع مراعاه ان اليات عمل الضغط الخارجي تختلف اختلافا كليا عن عوامل فشل الضغوط الداخلية.
لذلك عند التصميمات الهندسية انت تحتاج الي تصميم العمليات الحسابية بصفة فردية و من نوع خاص لكل خزان tank او وعاء vessle بعد دراسة جميع المتغيرات حتى تصل الي عمليات التشغيل بآمان وسلامة كما ان وجه الاختلاف ما بين الضغط الداخلي والخارجي هو ان فشل الضغط الداخلي يسهل فهمه لانه يعتمد علي قوة المعادن او المادة نفسها فاذا وصلت الأوعية او الخزان لضغط اعلى من الضغط المصمم من اجله قد يؤدي الي شرخ في اللحام او تآكل في الجسم او تسريب في جاسكيت الفلانج كما جميعا نلاحظه في المبدلات الحرارية او المفاعلات ذات الضغوط والحرارة العاليه
وبالتالي تأثير الضغط الداخلي لايؤثر مطلقا علي انحاء الجسم او يتم شفطه للداخل والضغط الداخلي لايخرج المعدة من الخدمه وانا اتكلم عن الجسم الخارجي وليس ما هو موجود بالداخل سواء كانت صواني للفلتره او اسكالوب بايب او اي ان كان فان اي عوامل في زياده او نقصان الضغط الداخلي قد يؤدي الي تدمير الاجزاء الداخليه للخزانات او الابراج او المفاعلات المستخدمة في حقول النفط والغاز
على سبيل المثال من المعروف ان غاز البوتان او البوتجاز يتم تنقيته وفلترته من خلال الماء وكرات السراميك داخل اوعيه الفلاتر او المفاعلات reactors واليه العمل عن طريق دخول الغاز ليمر في جزيئات الماء وكرات السراميك فاذا زادت او ارتفعت نسبه الماء بالمفاعل سيؤدي الي تغيير نسبة الضغط الداخلي ومن ثم تدمير وتكسير كل ما هو داخل الوعاء او المفاعل و السبب يعود لان الضغط الداخلي للخزان او المجمع هو عامل من عوامل الضغط الخارجي لما هو موجود بالداخل وهذا الموضوع لايخرج المفاعل او الوعاء من الخدمة ولكن يخرج الصواني الموجودة بالداخل من الخدمة.
وكما سنلاحظ في الاشكال الاتية ان الضغط الخارجي ليس له اي علاقه سواء كانت بقوة المعدن او سمك جدار حائط الخزان ، او حجمه او طوله ، لذلك يجب علينا الاخذ بالاعتبار ان عوامل فشل الاوعية والخزانات في الضغط الخارجي يكون كفيل باخراجه من الخدمة وبالتالي اعاده التصنيع من جديد وهذا يعد اهدارا للمال والوقت بصورة غير طبيعيه.
في الشكل الاتي يوضح عند عملية تفريغ الماء بعد اجراء الاختبار الاستاتيكي بالانجليزية hydrotest ان كيس من البلاستيك تم وضعة لحجب فتحة التهوية والتنفيث مما ادى الى انحناء وشفط الجسم للداخل نتيجة عوامل الضغط الخارجية

وفي الشكل الاتي يوضح فشل غير متوقع للضغط الخارجي عند تفريغ الاختبار الاستاتيكي لخطوط انابيب البترول بطريقة خطاء او انه تم التفريغ مره واحدة مما تسبب الى انهيار الخط كاملا.

انحناء البايب عند فشل الضغط الخارجي 
الضغط الخارجي عند تفريغ الاختبار الاستاتيك


وفي الشكل الاتي يوضح فشل الية التنفيث عند عملية التفريغ بالانجليزية Vacuum failure لمكثف بارومرتري barometric condenser بسبب ان حلقات الدعم الداخلية فشلت في ادائها مما تسبب الى انيهار الوعاء وشفطه كما هو موضح ادناه

في الشكل الاتي يوضح خزان وقود للنقل تم اختبار اليه التفريغ الداخلية بالانجليزية internal vacuum لاجراءات الجودة عند التصميمات الهندسية في عمليات التصنيع والاسباب تعود الى ان سرعة التفريغ اعلى بكثير من التصميم الهندسي لنظام معادلة الضغط بواسطة فتحات التنفيث الامر الذي ادى الى قوة الضغط الخارجي على الجسم وبالتالي انحناء الوعاء

في الشكل الاتي يوضح فشل غير متوقع للضغط الداخلي اثناء الاختبار الاستاتيكي (التجريبي) والسبب يعود الى ان الضغط الداخلي تسبب في اجهاد المعدن بصورة غير طبيعية وغالبا خصائص المعدن واللحام غير مطابق لمواصفات الضغوط

من الامثلة اعلاه يمكنك مقارنة الفرق بين تآثير الضغط الخارجي والداخلي علي الخزان وفي الغالب العوامل المؤثرة في حدوث الضغط الخارجي تاتي عبر ثلاث طرق اساسية حسب الاتي:
- عند اجراء حسابات التصميم لم يتم مراعاه عمليه التنفيث الداخلي Vcuum insid مع عوامل الضغط الخارجية
- انسداد فتحات التنفس المصممة من اجل تقليل الضغط الداخلي الموجودة فوق الخزانات Storage Tank او سفن نقل البترول عبر المحيطات او ان نظام التفريغ الداخلي لفتحات التنفيث اقوي من عامل الضغط الخارخي
- في حالات كثيرة الاسباب تعود الى خليط من السبب الاول والثاني نظام التفريغ الداخلي + عامل الضغط الخارج اقوي كثيرا من فتحات التهوية بمعني ان عمليات السحب تكون بضغط اعلي من المعدلات الطبيعية فيسبب توليد الضغط الخارجي.
الحقيقة ان انحناء او التواء المواسير او الخزانات نتيجة فشل ميكانزيم الضغط الخارجي تكون غير متوقعة بالمرة لانها في اغلب الاحيان تاتي نتيجة التفريغ سواء في الأوعية vessel او خزان كبير tank او تفريغ لاختبار تجريبي للمواسير pipe hydrotest مثلا.
والسبب عدم وجود تنفيث كامل ومنتظم او وجود الية تبريد خاطئة في المكثفات مثل التي يكون بها بخار يتكثف الي ماء عن طريق سترة المواسير بالانجليزية pipe jacket وعلي حسب درايتي بموضوع تصميم اوعية الضغط التي تستخدم في البخار يتكثف الي ماء ، يجب عمل موازنة هندسية للمحافظة علي عامل الضغط الخارجي بان يتم تصميم نظام التنفيث الكامل وتصميم نظام تدريجي لمعدل التبريد الذي بدوره يعمل على رفع كفائة نظام التنفيث وبالتالي يعمل النظام ككل على حماية نفسة من عوامل الضغط الخارجي وهذا سر المهنه في التصميمات الهندسية 🙂
في النهاية تعريف الضغط الخارجي هو عباره عن عدم استقرار اوعية الضغط ولم تعد لديها القدره علي الاحتفاظ بشكلها مما يؤدي الي انهيار كامل للجسم بسبب الضغط (وعلي رآي المثل الضغط يولد الانفجار)
وفي الشكل الاتي يوضح ان هناك ٤ متغيرات المتغير الاول لنظام التنفيث هو العامل الاكثر اهمية للحماية من المؤثرات الخارجية مع ثلاث متغيرات لوجود اماكن الضغط الخارجية

توصيات الجمعية الامريكية ASME pressure vessels code
يآتي دور ASME pressure vessels code في انه وضع عمليات حسابية وقوانين لكيفيه التعامل مع حساب الضغط الخارجي لاي وعاء ضغط حتي تضمن سلامه الجسم الخارجي للوعاء بدون كراش او انحناء او تطعيج علي اساس ٤ متغيرات اساسية التي نشاء من عمليات التنفيث الداخلي وذلك حسب الاتي:-
- الاقطار او القطر ( كلما زاد القطر قل الاستقرار ) كل ما كبر حجم الخزان اصبح عرضه لفشل الضغط الخارجي
- الطول (كلما زاد الطول قل الاستقرار ) وهو يعني الطول في الارتفاع الرأسي او الطول العرضي كلما زاد يصبح عرضة لفشل الضغط الخارجي
- سمك جدار الحائط او الجسم بالانجليزية thickness shell or wall thickness (كلما قل او رق السمك قل استقرار الجسم)
- خصائص المواد كلما اقتربت من نسبة او نقطة المرونة بالانجليزية yield point او yield strength هو اكثر عرضة للانهيار على سبيل المثال البلاستيك الاقل مرونه لنفس خامة البلاستيك ايضا اقل عرضة للانهيار او انهيار الجسم وهكذا (وسوف نناقش هذا الموضوع لاحقا yield strength)
ويتم استخدام المتغيرات الاربعة في العمليات الحسابية لاختيار سمك جدار الحائط حسب المعادلات الرياضية الموجودة في ASME code للوصول الى الوضع الامن على سبيل المثال استخدام الاتي:
- يتم استخدام العمليات الحسابية لحساب الجسم shell بمفرده
- ثم تبداء في عمليات حساب الرؤس head or bonet سواء كان الوعاء افقي او رآسي
- بخصوص الفتحات او الفهوات بالانجليزية Nozzles قد تحتاج العمليات الحسابية اكواد مواصافات اخري مثل API او BS او طبقا لمواصفات تصنيع اخرى
- اجراء الاختبارات الاخرى مثل NDT او Hydrotest لضمان سلامة العمل
- يجب مراعاه ان ASME Code لا يضم كافة متطلبات التصنيع والمواصفات الخاصة و مع ذلك ASME Code هو احد اهم المراجع التي تعطيك نقطة البداية
كيفية تصميم الضغط الخارجي
من اجل عدم تصعيب الامور علي نفسك يجب ان تاخد اسهل طريقة لحساب الضغط الخارجي وهو اختيار سمك جدار الحائط او تخانة المعدن بما فيه الكفايه ليطابق المواصفات الموجودة في ASME Code مع مراعاه عدم النزول عن المستوي الامني اطلاقا ويتم اجراء الحسابات بناء على ان طول جسم الوعاء vessel shell يحدد له تخانات معينة مختلفة علي تصميم الرؤس heads ولمزيد من المعلومات حول العمليات الحسابية تجدها في جداول ASME VIII-1 UG-28
وبالنظر الى الشكل الاتي الذي يوضح التصميم النموذجي عند اجراء العمليات الحسابية حسب الاتي
- المسافة الطولية / العرضية L مضاف اليها جزء من الرؤس تعبر عن المنطقة التي يتم عليها حسابات الضغط الخارجي
- h/3 يعبر عن المحور المفصلي الداخلي لدائرة نصف القطر inside knuckle radius
- حرف R يعبر عن نصف قطر دائرة التاج بالانجليزية inside crown radius
- حرف H يعبر عن قطر الرأس diameter of head
- لاحظ ان هناك فرق مستقيم بين الرآس والجسم يسمى الدلاية او المستقيم بالانجليزية straight skirt length

من فضلك انظر الى الصفحة رقم ٥ من كتاب الامثلة على حساب الضغط الخارجي حيث توجد المعطيات الاتية
- قطر وعاء الضغط ٤٨ بوصة vessel 48″ diameter
- طول الوعاء ٩٦ بوصة straight shell 96″ long
- الضغط الداخلي ٣٠ psi ويحتاج الى سمك جدار حائط الجسم 0.056 بوصة او ١.٤ مليمتر
- عوامل الضغط الخارجي ١٥ psi لذلك تم تعديل سمك الجسم الى ان يكون 0.225 بوصة او ٥.٧ ميليمتر
- سيتم عمل نظام التنفيث بالانجليزية full vacuum طبقا لمواصفات VIII-1 UG-28
- سمك جدار الرأس F&D head على جه اليسار تحتاج لان تكون 0.082 بوصة حسب الضغط الداخلي لكن تم التعديل عليها من اجل معادلة نظام التنفيث لتصبح 0.142 بوصة
- الرأس الثانية SE head جه اليمين تحتاج الى سمك جدار 0.046 بوصة للضغط الداخلي ولكن تم التعديل عليها من اجل التنفيث لتصبح 0.127 بوصة
- بالنسبة للرؤس F&D and SE يتم اجراء العمليات الحسابية لهم على انهم جزء من المجال الكروي ويجب معادلة انصاف الاقطار والتخانة بينهم وبين الجسم من اجل الاختلاف في سمك جدار المعدن
في الاشكال الاتية توضح نتيجة الاختبار الاول لجسم الوعاء في تحليل الضغط الخارجي بمعامل امان ٤ load factor بينما الحد المسموح في ASME Code هو ٣ load factor

نتيجة الاختبار الاول للوعاء نتيجة الاختبار الاول للوعاء


الحقيقة من الرسم اعلاه يمكنك ملاحظة ان الوعاء سينهار من عوامل الضغط الخارجية عندما يكون الضغط الخارجي ١٥ psi بالرغم من انه استخدم ٤.٠٤ معامل امان اللود فاكتور الا ان الجسم لم يتحمل الضغط بالرغم من ذلك فالحد المسموح به في ASME Code هو ٣ لود فاكتور لهذه المعطيات ولكن هناك اجراءات عديدة يمكنك استخدامها اثناء التصميمات الهندسية بدلا من زيادة سمك جدار الحائط حسب الاتي
اولا : حلقات الدعم Vacuum Ring
في الشكل التالي عند التصميم الهندسي يمكنك استخدام حلقات الدعم vacuum ring بدلا من ان تجعل سمك جدار الجسم shell thickness كبير فاستخدام الحلقات يمكن به تفادي مشاكل وعوامل الضغط الخارجي في الواقع هناك بعض تصميمات اوعية الضغط او السفن التجارية والاقتصادية قد تتطلب تتطلب تعزيز السمك و التخانات الخاصة بالجسم لتطابق مواصفات ASME VIII – 1 UG-29 (وفي الحقيقة يمكنك استخدام تخانات رقيقة عن المعتاد لدواعي اقتصادية بحته ايضا حسب مواصفات UG-29 لتقليل التكاليف وبنفس الوقت تقابل المعايير والمواصفات دون الاخلال بمعدلات الامان)

على سبيل المثال يمكن تقليل طول الجسم المتفاعل مع معامل الضغط الخارجي بالانجليزية the effective length of the shell ثم يتم استخدام معادن رقيقة في هذه الحالة يجب ان يتم قسمة طول الجسم على مرحلتين L1 and L2 كما هو موضح بالشكل ادناه وهذا معناه ان تتم العمليات الحسابية بشكل فردي لكل من L1 – L2 لكي تقابل المتطلبات والمعايير الموجودة في UG-29
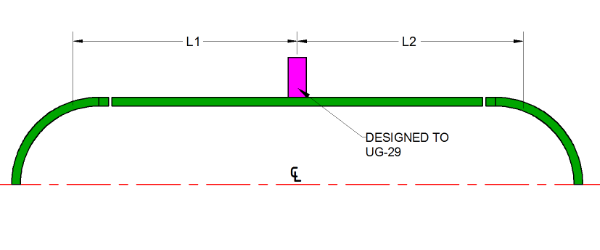
في الحقيقة العمليات الحسابية الموجوده في ASME UG-29 يمكنك الاستفادة منها بان تعزز بها التصميم لأوعية الضغط الاقتصادية و التجارية فاستخدامك لحلقات الدعم مع حساب كل قسم بشكل منفصل ادت الى ان ما يحدث من عوامل الضغط الخارجي لكل قسم ليس له اي تآثير علي القسم الاخر
ولا تتخيل انك بهذا تخدع الكود ولكنها عمليات حسابية وضعت ايضا بالجدول UG-29 لبعض الاوعية الاقتصادية وهي مشروعة تماما وذلك لتقليل التكاليف فقط نظرا لانها لا تحتوي علي عوامل ضغوط خارجية وداخلية بشكل مباشر.
وبالنظر الى الصفحة رقم ٩ من الكتاب المرفق يمكنك مشاهدة كيف يتم عمل الحسابات لاوعية الضغط vessel وكيف تم تقليل سمك جدار الحائط المطلوب لجسم الوعاء من ٠.٢٢٥ بوصة الي ٠.١٦٨ باستخدام الحلقات الداعمة
هذه العملية ليست سيئة في ان يتم تقليل سمك جدار الحائط باستخدام الدعامات كما يمكن اضافة المزيد من هذه الداعامات لخفض السمك اكثر من ذلك بكثير اثناء عمليات التصميم الهندسي لاوعية الضغط وتعتبر هذه العملية بمثابة موازنة في تقليل فشل اليات عمليات الضغط الخارجي.
في الواقع ان ASME Code section VIII يسمح ايضا باستخدام هذه الحلقات علي الرؤس heads او bonet ولكن لا توجد اي تعليمات داخل ASME بشآن هذا التصميم او كيفية اضافة هذه الحلقات علي الرؤس في الجانبين ان هذا التصميم على مسؤوليتك الخاصة.
في الشكل الاتي يوضح نتائج الاختبار بعد تركيب حلقات الدعم و قسمة جسم الوعاء الى مرحلتين ان معامل الامان اللود فاكتور ارتفع من ٤ الى ٨


في الشكل الاتي ايضا توضيح بصورة اقرب لنتائج نفس الاختبار اعلاه لجسم الوعاء الذي سوف ينهار عند ٨.١ فاكتور لنفس قيمة الضغط الخارجي ١٥ psi ، في الحقيقة هذا يعتبر اكبر بثلاث مرات من النتائج الموجودة بداخل ASME code والسبب يعود الى اضافة حلقات الدعم لعمل اليات معينة في الحفاظ على معدلات التنفيث ومراعاة اليات فشل الضغط الخارجي وقد تم بنجاح كامل علي احد الجانبين كما في في الشكلادناه

ثانيا : استخدام دعامات السترة الخارجية simple jackets
السترة الداعمة بالانجليزية simple jakets يتم استخدامها عندما لا يكون هناك الية التنفيث الداخلية inside vacuum ويمكن وصف السترة انها عبارة عن دعامات ملحومه علي الجانبين كما هي موضحة بالشكل ادناه المهم خلينا نقول انه اذا لم يكن هناك عمليه سحب داخلية ولم تقم بعمليه تقسيم الجانبين كما في عمليات الدعم بواسطة الحلقات فان حساباتك كلها ستكون مبنية علي ان طول جسم الوعاء هو نفسه طول السترة simple jaket مهما كان الجسم طويل وبالتالي سوف تظهر لك النتائج كما سيآتي لاحقا من فضلك انظر الي الصفحة رقم ١٥ من الكتاب المرفق


لاحظ نتائج الاختبار عندما تم استخدام سترة طولها ٢٤ بوصة علي اساس ان الضغط الداخلي يساوي ٣٠ psi علي طول الجسم كله و عندما تم اعطاء الضغط الخارجي ٣٠ psi لسترة ٢٤ بوصة احتاج المصصم ان يضع سمك جدار الحائط لجسم الوعاء تحت السترة الداعمة حوالي ٠.١٦٠ بوصة حسب التعليمات الموجودة في ASME UG-28
على الرغم من ذلك عند مستويات الضغط الداخلي ٣٠ psi قد تحتاج الى ان يكون اقل سمك يمكن استخدامه في مناطق اخرى على الجسم هو ٠،٠٦٣ وهذا الرقم يصلح فقط في مكان ما عند الضغط الداخلي ولكنه لايصلح ابدا في الضغط الخارجي ويمكنك مشاهدة الشكل ادناه لنتيجة الاختبار


يمكنك ملاحظة النتائج من خلال اختبارات شركة PVEng بالرغم من ان المصمم استخدام نفس الخامات والمواد ولكن اختلاف التصميم اعطي نتائج قليلة تقارب النصف بالمقارنة مع استخدام حلقات الدعم السابق ذكرها وكما ذكرت لكم ان هذه المفارقات تعود الي ان المصمم هو من يستخدم خبراته في ايجاد افضل الحلول والنتائج مع مراعاه اقل التكاليف
وتعود الاسباب الي ان السترات الداعمة simple jakets ليست كالحلقات الداعمة حيث كما ذكرنا ان الحلقات الداعمة يتم فيها تقسيم الجسم الي قسمين بحيث ان كل قسم يعتبر منفصلا عن الاخر وهذا ما تفتقده السترات الداعمة simple jacket
ولا اخفيكم سرا ان السترة الداعمة simple jacket ما هي الا كونها اضافة سمك جديد الي تخانه الجسم shell الاصليه ولا تؤثر اطلاقا في عوامل الضغط الخارجية اذا زاد معدل اللود عن ٤.٣ في هذا التصميم ولكنه يعتبر امن في حالة استخدامه عند اللود ٤.٣ هذا ما اظهرته نتائج FEA علي عكس ما يتطلبة UG-29 في ان لاوجود للسترات الا اذا تمت اضافة حلقات الدعم في مقدمة ونهاية السترة simple jacket كما هو موضح بالشكل الاتي
وبالنظر الى الصفحة ١٧ من الكتاب المرفق في بداية العمليات الحسابية انه تم اضافة حلقات الدعم الي نهاية السترة بواقع ١ بوصة في ١.٥ بوصة لكي تقابل متطلبات ومواصفات ASME UG-29 لكي تصبح من سترة مكملة لل shell الي سترة دعامية وهو ما قد اعطي ٥.٨ لوودفاكتور كمعامل للامان في تصنيع وتصميم هذا الوعاء او Vessel حسب النتائج الموجودة بالشكل الاتي


وفي الواقع عزيزي القارئ انه يمكنك ان تحسب معادلات الضغط الخارجي External Pressure علي الوعاء في اكثر من مكان وفي اماكن مختلفة من جسم الوعاء لكي تقابل متطلبات UG-28 وفي المثال اعلاه كيقية حسابات الضغط الخارجي اماكن مختلفة علي سطح جسم الوعاء Vessel
كما يمكن ملاحظة كيف تم توزيع عملية الضغط مع العلم ان الاخطاء الشائعة قول بعض المصممين عن انه لابد من استخدام السترات البسيطة علي طول جسم اوعية الضغط وبالطبع هذا خطاء لانه يمكنك ان تقوم بعمليات حساب الضغط الخارجي علي كل منطقة من ال Vessel حسب معدلات الامان المطلوب الوصول اليها ولمزيد من التفاصيل حول هذا الموضوع يمكنك قرآة ASME section VIII Division 1 UG-29
ثالثا : سترات انصاف الانابيب Half Pipe Jackets
سترة نصف البايب بالانجليزية Half Pipe jacket هو احد الحلول الجيدة في تقليل الطول المتفاعل مع الضغط الخارجي بالانجليزية reduce the effective length of the external pressure لكن هذه التقنية ليست مشهورة الاستخدام كسابقيها من الحلقات الداعمة vacuum ring او الجاكيت ، لكنها احد الحلول التي يمكن من خلالها تركيب تقنية Half pipe Jacket علي التوالي لتقليل الضغط الخارجي.
ولكن العمليات الحسابية حالات استخدام Half Pipe jacket تكون مختلفة نسبيا حيث انها قد تقابل المعايير والمواصفات المطلوبة من ASME بالنسبة لمساحة الطول L الموجودة تحت السترة لذلك يجب عمل حسابات اخرى لباقي جسم الوعاء shell length الحقية هذا النوع من السترات ليس سيئا و مفيد في بعض الحالات من حيث تقليل عوامل الضغط الخارجي بالاضافة في انه لايؤثر علي التصميم الهندسي بشكل عام.
الحقيقة ان ASME Code لم يوضح ابدا العمليات الحسابية لهذا النوع من half pipe jacket علي الرؤس heads ولكن في Appendix EE contains rule EE-2 -1 يوضح لك طريقة العمليات الحسابية للضغط الخارجي لطول الجسم كاملا Shell والرؤس heads تحت بند هذا النوع من السترات انصاف الانبايب او half pipe jacket انا شخصيا ليست لدي خبرة في تنفيذ هذا النوع من التصميمات و علي حد فهمي لهذه النوع من السترات انها تستخدم نفس اسلوب الحسابات في حساب الرؤس انا لم اواجه هذا التصميم من قبل خلال مسيرتي العملية لذلك ارجو المعذرة
وبالنظر الى الشكل الاتي يوضح كيف تتم العمليات الحسابية لتفادي الضغط الخارجي عن طريق استخدام هذا النوع من السترات

وبالنظر على الامثلة الحسابية بالصفحة رقم ٢٢ كتيب التصاميم حيث انه لو تمت عملية الحسابات بناء علي علي UG-28 فسوف يتغير سمك جدار الحائط الى ٠.٠٩٥ بوصة ولكن هذا الرقم لا يصلح استخدامه في حسابات الرؤس head،
و عند اجراء الحسابات طبقا لما هو موجود في appendix EE half pipe calculation من ASME تصبح قيمة سمك جدار الرؤس تساوي 0.188 بوصة وهذه اقل قيمة يمكن استخدامها طبقا لمواصفات الكود appendix EE على ان يكون قطر البايب المستخدم في السترة يساوي ٣ بوصة بالتالي سوف يتحمل معك ضغط حوالي ٢٤٣ psi سواء في مناطق الرآس او الجسم وهذا ينطبق على منطقة السترة المشار اليها بحرف L في الرسم اعلاه
الحقيقة عندما سآلت بعض الاصدقاء اصحاب الخبرات عن هذا النوع من التصميم ومنهم شركة PVEng كانت الاجابة واضحة ، على اساس انه من الخطاء الاعتقاد ان half pipe jacket يمكن استخدامه في مقاومة الضغط الخارجي بصفة عامة ولكن يمكن استخدامه في بعض الحالات مع مصادر اخري لمقاومة الضغط الخارجي (على سبيل المثال استخدام half pipe jacket مع حلقات الدعم vacuum ring)
الاساس في الموضوع عندما لا يوجد مصدر اخر لمقاومة الضغط الخارجي قد يطابق متطلبات appendix EE ولكنه من المستحيل ان يقابل متطلبات ومعايير ASME UG-28 ويمكنك التجربة بنفسك باستخدام برنامج FEA فهو متاح للمصممين لاجراء مثل هذه الاختبارات.
ومن الاخطاء المشهورة في هذا التصميم عند اجراء العمليات الحسابية للرؤس heads يجب ان حساب الضغط الخارجي لكامل الرآس وهذا ليس موجود في appendix EE والنهاية هذا النوع من التصميمات الهندسية ليس له اي حسابات يمكنك الاعتماد عليها بشكل كامل في ASME VII D1 بالتالي عندما تنوي العمل عليه يجب الحرص في عمليات حساب الضغط الخارجي
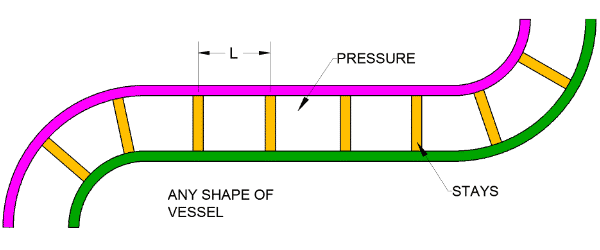
رابعا: مقاومة الضغط الخارجي بواسطة القضبان القائمة Stayed Surfaces for External Pressure
القضبان العمودية لمقاومة الضغط الخارجي بالانجليزية Stayed Surfaces ان استخدام هذا النوع من التصميمات الهندسية علي جسم اوعية الضغط يتيح الحرية الكاملة في وضع مواصفات عالية الجودة في عملية مقاومة الضغط الخارجي او الداخلي علي حد سواء.
حيث انه يسمح للمهندس بطريقة التصميم التي يراها مناسبة ولا توجد اي اهمية في الشكل العام كيف سيتم تركيب القضبان العمودية تحت السترة وليس هناك اي اهميه اذا كانت السترة تأخذ شكلا محدبا convex او مكعرا concave وليس مطلوب الاهتمام بميكانيزم فشل الضغط الخارجي او الضغط الداخلي.
في الحقيقة يكون اهتمام المهندس مرتكز على الي امور اخرى منها المسافات بين القضبان – هل القضبان قوية بما فيه الكفاية لتحمل الضغط – هل القضبان مثبتة بطريقة قوية – هل سمك جدار السترة نفسها jacket surfaces thick او جسم الوعاء shell thickness كافي لان يتم تثبيت واقامة هذه القضبان عليه ام لا ويوضح الشكل الاتي الاسلوب النموذجي عند تصميم Stayed Surfaces
ان امكانية الحصول علي طريقة التصميم لهذا النوع من السترات المقاومة لفشل اليات الضغط الخارجي سوف تجدها بداخل مواصفات الكود ASME-VIII – Devision 1 – UG- 47 وبالنسبة لحساب الرؤس سوف تجدها في القسم UG-34 من الكود.
في الشكل الاتي يوضح استخدام هذا النوع من السترات المقاومة للضغط وهي ممتازة جدا علي اي شكل سواء كان استخدامها في السفن العادية او السفن ذات الاسطح المسطحة كما يتوجب التوضيح ان استخدامها في اوعيه الضغط pressure vessels ليست مثمرة بالمرة ويمكن القول بان نتائجها ضعيفة مع اوعية الضغط بالمقارنة مع الاسطح المسطحة كما ان المسافة بين الجسم والسترة ليست مهمة اثناء التصميم
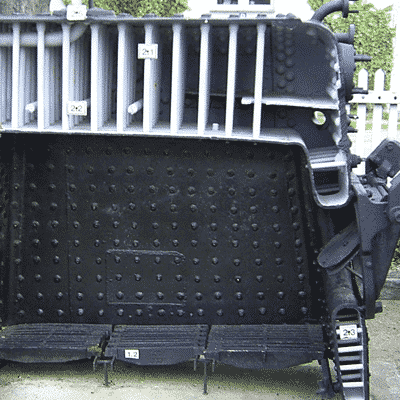
في الصفحة رقم ٢٥ من كتاب امثلة حسابات التصميم يوضح استخدام شركة PVEng لهذه النواع من جاكيت Stayed Surfaces جاكيت او سترة من هذا النوع وكانت المسافات بينهم ٦ بوصة وبالتالي استخدم سمك الجدار المطلوبة للرؤس هو ٠.١٦٤ بوصة على اساس ان القضبان المستخدمة قطرها ٠.٤بوصة او قريب النصف بوصة.
خامسا : استخدام الدعم بواسطة dimple jacket
الدعم بواسطة دمبل جاكيت بالانجليزية dimple jacket وكما يوضح الشكل الاتي ان هذا النوع من السترات يتم استخدامه في اوعية الضغط طبقا لمواصفات appendix 17 of ASME ويتم عمل حساب الضغط الداخلي للجسم بالنسبة لآوعية الضغط wall pressure vessel علي اساس الجزء 17-5 b)(1) or (2) – modified flat plate calculations

هذه الانواع من السترات يصلح استخدامها على جسم الوعاء مهما كان شكله وعند اجراء الاختبارات سوف يتم نجاح هذه العملية ولكن هذه التقنية لاينطبق علي بعض السترات التي بها لحام ليزر لان هذه الانواع من السترات لها قيود خاصة اثناء عمليات الاختبار ويجب عليك اتباع التعليمات الموجودة في نهاية القسم 17-5 (a) (2) وفي الشكل الاتي يوضح اللحامات الليزية المستخدمة في دمبل جاكيت

دامبل جاكيت بلحام الليزر بالانجليزية laser welded dimple عندما يتم لفه علي جسم الوعاء سوف تلاحظ الفرق بينه وبين سترات الدامبل العادية وهو ان هذا النوع من الجاكيت يعطي ضخامة اكبر من المعتاد ولن يكون مستوي بما فيه الكفاية عند لفه علي سطح اي وعاء.
ومن الاخطاء المشهورة عند استخدام اي نوع من انواع dimple jacket الاعتقاد الخاطئ ان هذا الجاكيت يمكنه مقاومة الضغط الخارجي بمفردة الحقيقة لايمكنها مقاومة الضغط الخارجي الا اذا تم استخدامها مع نوع اخر من عوامل مقاومة الضغط الخارجي
علي العموم في حالة استخدامك لهذه الانواع من السترات يجب اتباع التعليماتطبقا لمواصفات ASME 5-17 بشآن تخانة وسماكة الجسم نفسه كما يجب عليك ان تكون حريصا بشأن العمليات الحسابية للجسم والرآس علي حد سواء مع الاخذ بالاعتبار ان اثناء الاختبار الاستاتيكي هناك تأثير من اللحامات الموجودة في الدمبل جاكيت علي جسم الوعاء نفسه لدرجه اذا نظرت له من الداخل ترى شكل لحامات دمبل علي جسم الوعاء ولا اخفيكم ان هذه الانواع من دامبل جاكيت تستخدم غالبا في التخانات الرقيقة اكثر منها في الاوعية ذات السمك العالي
خامسا : استخدام اكثر من مصدر لمقاومة الضغط الخارجي More than One Source of External Pressure
كما ذكرنا سابقا ان كل من dimple jacket – half pipe jacket لا يصلح الا اذا كان هناك مصادر اخري لمقاومة عوامل ميكانيزم الضغط الخارجي وفي الحقيقة عندما تبداء في عمليات حساب لضغط الخارجي لاكثر من مصدر فآنت وصلت للمراحل الصعبة في عملية الحسابات علي عكس الحسابات لمصدر واحد فقط
على سبيل المثال تريد تصميم وعاء ضغط مع مصدر تنفيث داخلي و استخدام هذه الانواع من الدعم
- التنفيث الداخلي internal vacuum
- حلقات الدعم
- stay rods
- half pipe jackets
- dimple جاكيت
في هذه الحالة تتم العمليات الحسابية على النحو التالي
- اولا حساب الوعاء كامل complete vessel
- تقدير اليات السحب vacuum بدون استخدام سترات خارجية
- حساب جسم الوعاء على هذه المتغيرات half pipe, jacket, dimple مجتمعين باستخدام حساب الضغط والسحب مجتمعين P + Vacuum
- وفي النهاية عليك تصميم الجاكيت المناسب لمقاومة الضغط الخارجي
وبالنظر الى الشكل الاتي مثالا على اجراء هذه العمليات الحسابية

- معطيات الحساب الضغط الخارخي حاليا ١٥ + ٣٠ = ٤٥ Psi
- معدل التنفيث تحت ضغط السترة سيكون ٣٠+ بالانجليزية vacuum +30 psi
- سمك جدار الحائط المطلوب تحت الدمبل سوف يرتفع الي ٠.١٢٧ بوصة
- استعمال المعادلات الموجودة داخل الكود app-17-5 -2 من ASME VIII
- السمك المطلوب للسترات stayed هو ٠.٢٠٠ علي اقل تقدير
- سمك الجدار المطلوب تحت سترة half pipe ٠.١٨٨ وهذا هو الحد الادني حسب معايير ومواصفات appendix EE من كود ASME
- الحساب لكامل جسم الوعاء علي اساس ١٥ psi للضغط الخارجي وهذا تم حسابه سابقا يمكنك النظر الي الصفحات ٥ – ٦ – ٧ من كتيب التصميمات
- سمك جدار الراس تساوي F&D head – 0.142″
- سمك جدار الراس الثانية تساوي SE head – 0.127″
- سمك جدار جسم الوعاء straight shell 0.225
- بعد ذلك يتم حساب الجسم كامل بدون الرؤس على اساس الخطوة ا و ٣ بمعدل ١٥ psi للضغط الخارجي
- عند اجراء العمليات الحسابية سوف تجد ان الجسم سيحتاج الي سمك جدار حائط حوالي ٠.٢٢٥ بوصة لكي يتحمل هذا الضغط
- بالنسبة للرؤس F&D and SE سيكون محدود بوجود سترات half pipe عليه ويبقي علي وضعه بسمك ٠.١٨٨ بوصة
من الاخطاء المشهورة ان يتم حساب الضغط الخارجي لكامل الوعاء بناء علي اجراء الجمع بين الضغط والسحب pressure + vacuum وهذا خطاء شائع بين المصممين من فضلك انظر الي الشكل الاتي

بالاشارة الى الشكل اعلاه تم اضافة حلقات الدعم في الوعاء حسب تعليمات ومواصفات UG-29 وفي الصفحة رقم ١٠ من الكتاب تم عمل حسابات سابقة وتم تخفيض السمك المطلوب الي ٠.١٦٩ بالمقارنة مع استخدام half pipe jacket – dimple or stayed support كما انه لايمكن تخفيض السمك اكثر من هذا اذا قمت باضافة المزيد من حلقات لانك قد وصلت الي الحد المطلوب من فضلك انظر الى الشكل الاتي الذي يوضح مقارنة بعد زيادة half pipe jacket


في الحقيقة بعد اجراء عمليات الحساب لهذا الوعاء سابقا بدون الدعامات السابق ذكرها كان جسم الوعاء اضعف من ذلك بكثير والان ومع اضافة السترات والدعامات اضافت قوة الي الجسم ولكن في الواقع لم يحدد asme code كيف اتوجدت هذه القوة ولا توجد لها اي معادلات ولكن بالرجوع الي التقرير رقم VIII-81-47 July 1, 1981 file BC80-326 سوف تجد الرد علي هذا التفسير وهذا هو ملخلص التفسير
Interpretation: VIII-81-47
Subject: Section VIII, Division 1, Appendix 14, Jacketed Assemblies, and U-2(g)
Date Issued: July 1, 1981
File: BC80-326Question: When single embossed, jacketed assemblies, such as described in Appendix 14, are used as shells subjected to external pressure loading on the embossed side, may properties of the embossed assembly be considered when determining the required thickness of the flat plate for the external pressure?
Reply: Yes. The geometry covered by your inquiry is not specifically covered by any of the rules of Division 1. However, the rules of U-2(g) shall apply.
سادسا : الدعم بواسطة الشكل المخروطي Cones, Lines of Support and Junctions
بالاضافة الي انواع الدعم السابق ذكرها من الممكن استخدام التحويلات المخروطية في تصميم اوعية الضغط فهي تساعد على تقليل عوامل الضغط الخارجي على طول الوعاء الخارجي بالتالي تتم العمليات الحسابية على اساس نهاية القسم المخروطي من الخط الفاصل من فضلك انظر الى الشكل الاتي

ان الهدف من استخدام الشكل المخروطي في اوعية الضغط يرجع الى تقسيم الوعاء الى عدة اجزاء يمكنها ان تتحمل الضغط الخارجي بصفة مستقلة فاذا حدث ضغط على قسم معين لا يحدث على القسم الاخر وبالنظر الى الشكل الاتي توضيح كيف يتم تقسيم طول الوعاء الى عدة اقسام

ملخص نهاية المقال ومعنى استقرار اوعية الضغط
في بداية هذا الموضوع تم اعطاء بيانات عن كيفية حذوث الضغط الخارجي على جسم الخزانات ولكنه ليس شرحا عن الية الفشل نفسها ، والمعنى الحقيقي للاستقرار هو تصميم نظام اقوى من المطلوب ، على سبيل المثال عندما يتم سحب او شفط الجسم للداخل يرجع تلقائيا الى حالته الطبيعية على شكله الاصلي.
هذه النقطة تتحقق عندما يتم اضافة نظام معين للضغط الخارجي عندما يتم الضغط يكون الوعاء لديه قوة احتياطية على الجه المقابلة يمكنها مقاومة الضغط والرجوع مرة اخرى الى الشكل الاصلي.و عموما هذا الموضوع يتوقف عند نقطة معينة عندما يزداد الضغط تقل القوة الاحتياطية الدافعة وبالتالي ينهار الجسم وينحني بشكل لايمكن الرجوع فيه.
في النهاية يمكنك استخدام العمليات الحسابية من خلال الكود ASME وكما يمكنك اجراء الاختبارات اذا اردت ان تقلل السمك اكثر من ذلك و ان الضغط الخارجي يبقي له امثلة اخري والكلام عن الضغط الخارجي لا يمكن ان يتوقف عند هذا المقال ولكن هذا كان مجرد مقدمة بسيطة عن الاخطاء الشائعة في فشل اليات الضغط الخارجي External Pressure Mechanism Failure اثناء عمليات التصميم سواء كان ذلك في الاوعية Vessels او الخزانات Tanks او Pipe lines و في حال وجود اي استفسار من فضلك اتركه بالتعليقات ولا تنسى الاشتراك ببريد الموقع ومتابعتنا على مواقع التواصل الاجتماعي
يجب مراعاه ان ASME Code لا يضم كافة متطلبات التصنيع والمواصفات الخاصة و مع ذلك ASME Code هو احد اهم المراجع التي تعطيك نقطة البداية
هذه العبارة غير صحيحه لان ASME CODE من افضل المواصفات الموثوق بها في التصميم والتصنيع لاني تعاملت مع مخططات لدول تمتلك مواصفات خاصة بها ولكن تعتمد على ASME CODE عند تصميم اوعية الصغط والمفاعلات ماعدا GOST الروسي.
.معلومه للتصحيح
حضرتك هذه العبارة انا مش جايبها من عندي هذه العبارة موجودة في اي كتاب يخص الجمعية الامريكية في الصفحات الاولى لان باختصار ASME Code يعطيك الحد الادنى المسموح به في عمليات التصميم لامثلة معينة تخص الكود فقط بالتالي لا يغطي كافة متطلبات التصنيع كمثال انت تحتاج لتوصيل فتحات nozzle او حماية كاثودية او دهان بطريقة معينة الكود لا يغطي لك هذا الاجراء وتحتاج لمواصفات كود اخر لاكتمال التصميم النهائي واذا اكملت لنهاية الموضوع تجد ان الكود نفسه لا يفسر طرق هندسية مشهورة مثل حساب الرؤس عند استخدام بايب جاكيت
لذلك يتم كتابة عبارة ASME Code لا يضم كافة متطلبات التصنيع والمواصفات الخاصة