
افضل الممارسات للوقاية من الكسر بمساعدة الهيدروجين في اعمال اللحام و في موضوع سابق تكلمنا عن اسباب حدوث عيب اللحام شقوق الهيدروجين في المنطقة المتآثرة من الحرارة HAZ وفي اللحام بشكل عام واليوم بموقع عقل المهندس سيتم شرح تفصيلي اهم التقنيات الفنية ، افضل التوجيهات ، الممارسات العملية المستخدمة من خبراء اللحام الدوليين لاسيما TWI و AWS بشآن الوقاية من الكسر الهيدروجيني بالانجليزية hydrogen cracks
التسخين ، interpass and post heating لمنع تكسير الهيدروجين
هناك ثلاث عوامل رئيسية يمكن ان تتحد لتسبب التكسير بمساعدة الهيدروجين كما تم وصفها في الموضوع السابق بشكل تفصيلي ولكن بإختصار هي
- الهيدروجين الناتج عن عملية اللحام نفسها
- هيكل المعادن هش وعرضة للتصدع والتكسير
- الشد والاجهاد الذي يعمل على الوصلات
فيحدث الكسر عند عندما يصل اللحام الي درجة الحرارة الطبيعية المحيطة بالمكان بعد تجمع ذرات الهيدروجين بالمعدن وتستغرق هذه العملية عدة ساعات ، واثناء الممارسة العملية فآن (تكوين المواد – سمك المادة – نوع الوصلات – الكهرباء – مدخلات الحرارة ) تلعب دورا هاما في حدوث عيب اللحام ، شقوق الهيدروجين hydrogen cracking ، ولتقليل خطر حدوث تكسير الهيدروجين فان اهم وافضل الممارسات تتم عن طريق تسخين المفاصل و المشتركات ووصلات اللحام.
اولا: التسخين Preheat
التسخين بالانجليزية preheat , هو عبارة عن علامة لمعدل تبريد وصلات اللحام ، تتلخص في ابطاء تبريد الوصلة عن طريق التسخين ، الامر الذي يسمح بطرد ذرات الهيدروجين بعيدا عن مكان اللحام وعن المنطقة المتأثرة من الحرارة، و تخفيض معدلات الصلابة بالمعدن. وبالتالي بعد اجراء التسخين يحدث صعوبة لقابلية الكسر في منطقة الحبيبات الهيكلية الدقيقة للمعادن.
جميع اجراءات مستويات التسخين الموصي بها موجودة بالتفصيل في ASME VIII D1 او ASME B31.1 وفي AWS D1.1 و في EN-1011-2 وفي BS 5135 وعلى العموم يمكنك الاعتماد على AWS D1.1 الجدول رقم ٢ لنوع المعدن والجدول رقم ٣ لتحديد درجة الحرارة المناسبة ، مع العلم ان مستويات درجة حرارة التسخين في الفولاذ قد تصل الى٢٠٠ درجة مؤية عند اجراء لحام المواد السميكة او مع ارتفاع مستويات قيمة الكربون.
ثانيا المعالجة الحرارية لمكان اللحام – Inter-pass and post-heating
مكان اللحام نفسه (منطقة معدن الحشو) بالانجليزية Interpass ، نادرا ما يحدث تكسير الهيدروجين في درجات حرارة عالية عن المعدل الطبيعي ، فاصبح من الاهمية المحافظة بشكل دائم على درجة حرارة Interpass اثناء اجراء عملية لخام الوصلات ، وبعد اللحام بالنسبة لسبائك الصلب القابلة لخطر الكسر يجب المحافظة على درجة حرارة Interpass لفترة معينة من الزمن عادة تكون ساعتين او ثلاث ساعات لكي تسمح للهيدروجين من الانتشار بعيدا عن مناطق اللحام اما المناطق التي لها حساسية الكسر مثل اللحام في الفولاذ عالي الكربون او اللحام تحت ظروف ضوابط الضغط العالية high restraint ، يتوجب زيادة درجات الحرارة وفترة التدفئة ما بين ٢٥٠ الي ٣٠٠ مؤية لمدة ثلاث او اربع ساعات.
تسخين وتبريد تدريجي لمنطقة اللحام بالانجليزية Post heating (معالجة حرارية)
وقبل اكمال الشرح يتوجب التوضيح يعبر مصطلح Post heating عن اجراء معالجة حرارية التسخين والتبريد بطريقة متدرجة بعد اللحام مباشرة وهو لايزال ساخن ولابد من ذكره في WPS وفي الغالب هو يقوم بنفس بوظيفة تسخين interpass ولا يحتاج لتقارير مثل PWHT وقد يعبر المطلح ايضا عن STRESS RELIEF الذي هو منع العيوب الناتجة عن الضغط مثل تكسير الهيدروجين ويستخدم لدرجات حرارة تقريبا ٢٥٠ مؤية فما تحت والهدف منه ابقاء interpass ساخن لفترة معينة، وان الفرق بينه وبين Post weld heat tretment PWHT ان pwht يمكن عمله بعد اللحام بعده ساعات او ايام بمعنى لابد ان يكون اللحام بارد ويحتاج الى تقارير صعود وهبوط وثبات الحرارة من اتجاهات عديدة بدرجات حرارة فوق ٢٥٠ مؤية وقد لا يتم ذكره في WPS وانما لا بد من ذكره في الرسم الهندسي ، وقد يعبر المصطلح ايضا عن HEAT TREAT الذي هو معالجة شيئ حدث في خصائص المعادن نتيجة اللحام عن طريق الحرارة والعدف منه معالجة المعادن ، في الحقيقة انت تحتاج لقراءة المزيد لفهم ماذا تعنيه هذه المصطلحات STRESS RELIEF and HEAT TREAT عموما هو المصطلحين PH او PWHT يتم استخدامهم بالتبادل مع بعض تعبيرا عن المعالجة الحرارية والاساس في الموضوع هو معرفتك عما يتحدث المتكلم وانا هستخدم PWHT في اكمال الشرح….. والان نكمل الموضوع.
هناك الكثير من انواع الفولاذ الصلب الذي يتطلب اجراء المعالجة الحرارية PWHT بعد الانتهاء من عملية اللحام مباشرة دون السماح لخسارة درجة حرارة اللحام ، ومع ذلك عند الممارسة العملية لايمكن اجراء عمليات التفتيش على اللحام الا في درجة الحرارة العادية وبالتالي هناك احتمال لخطر وجود عيوب لحام غير مسموح بها والذي لا يمكن الكشف عنه الابعد الانتهاء من اجراء المعالجة الحرارية PWHT , كما ان الفولاذ عالي الصلابة قد يتطلب الامر الي اجراء المعالجة الحرارية PWHT مرة اخري لتخفيف معدلات الصلابة اي انه يتطلب مرتين من PWHT مرة للحفاظ على درجة حرارة اللحام لمنع الكسر ومرة لمعالجة صلابة المعدن.
في الواقع تحت ظروف معينة هناك اجراءات اكثر صرامة لزيادة درجات حرارة التسخين للحصول على مستويات اقل من الهيدروجين ، لتفادي التكسير المستمد من المعدجرافيا للمعادن او عمليات اللحام نفسها كما هو واضح بالشكل رقم ٢ الذي يوضح العلاقة بين الهيدروجين في المعدن وبين مستوى الهيدروجين الناتج جراء عملية اللحام ، وعلى كل حال فآن الظروف التي تتطلب هدا الاجراء قد تم ذكراها في المعيار EN-1011-2 القسم C.2.9 حسب الاتي:
- الضغوط العالية لضبط الوصلات high restraint ، بما في ذلك عمليات اللحام في السبائك السميكة التي تكون اكبر من ٥٠ مم بما فيها لحام الوصلات المزدوجة root runs in double bevel joints
- اقسام التخانات العالية اصغر من او يساوي ٥٠مم
- الصلب منخفض الكربون ( سبائك الكربون منجنيز التي تحتوي علي نسبة كربون اكبر من او يساوي 0.1% ، او المعادن حسب نسبة تكافؤ الكربون CE اكبر من او يساوي 0.42 %
- سبائك الفولاذ النظيفة او منخفضة الكبريت التي تحتوي علي نسبة كبريت اكبر من او يساوي 0.008% مع العلم ان الكبريت والاكسجين المنخفض يزيد من صلابة المعدن.
ان عمليات التسخين السابق ذكرها لمكان الوصلات تتم لتجنب التكسير في المنطقة المتضررة من الحرارة HAZ ويجب استخدام المواد الاستهلاكية منخفضة الهيدروجين لتفادي تكسير المعادن بشكل عام
ثالثا: استخدام معادن الحشو او اسلاك اللحام من النيكل و الاوستينتي لمنع التكسير
في بعض الحالات قد لا يكون هناك جدوى من اجراء عمليات التسخين او انه غير عملي فسيكون من الضروري استخدام اسلاك لحام مصنوعة من الفولاذ المقاوم للصداء austenitic الاوستينتي بالانجليزية Austenitic stainless steel او من سبائك النيكل الذي لديهم سرعة ذوبان اعلى من الهيدروجين في الفريتيك ، وهذا يعني ان ذرات الهيدروجين التي تشكلت اثناء عملية اللحام ستصبح مؤمنة في معدن اللحام نفسة مع انتشار قليل في المنطقة المتضررة من الحرارة اثناء عملية التبريد لدرجة الحرارة المحيطة بالمكان.
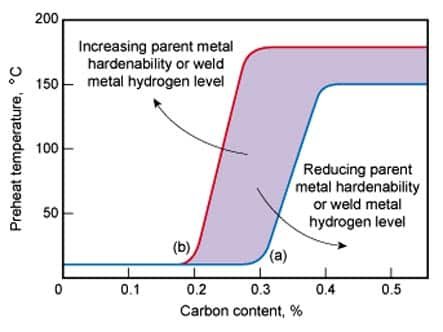
في الحقيقة ان اقطاب او اسلاك اللحام austenitic تستخدم دائما في عمليات اللحام طراز MMA واكثر هذه الانواع شيوعا هي اسلاك رقم 23Cr:12Ni حسب توصيات EN-1600 ، وعلى كل حال فآن سبائك النيكل لديها معامل اقل من التمدد الحراري عند مقارنته بالاستانلس ستيل ، ويفضل استخدام اسلاك النيكل للحد من التجمد والانكماش السريع لحبات اللحام وفيما يلي في الشكل رقم ١ دليل عام يعبر عن مستويات التسخين عند استخدام اسلاك اللحام Austenitic ، عندما يتم لحام الفولاذ حتى ٠.٢٪ كربون لايكون مطلوب اجراء التسخين وفوق 0.4% كربون سوف يكون هناك اجراء تسخين بحد ادنى ١٥٠ درجة لمنع التكسير في المنطقة المتآثرة من الحرارة HAZ وهذا ايضا ما يوصي به في الكود ويوضح الشكل ايضا مستويات الهيدروجين ودرجات الضبط.
رابعا: افضل الممارسات لتجنب حدوث تشققات وتكسير الهيدروجين
تخفيض الهيدروجين في معدن الحشو (اسلاك اللحام)
ان اكثر الوسائل فاعلية لتفادي تكسير الهيدروجين هي تقليل كمية الهيدروجين المتولدة من المواد الاستهلاكية ، وهذا يتم باستخدام اسلاك اللحام منخفضة الهيدروجين ، ويمكن تصنيف عمليات اللحام على انها عمليات عالية ، متوسطة ، منخفضة ، منخفضة جدا ، منخفضة جدا جدا ، وهذا يتوقف على كمية الهيدروجين في معدن اللحام او معدن الحشو ويمكن قياس نسبة الهيدروجين القابلة للانتشار في معدن اللحام ml/100g من مواد الحشو عند اجراء اختبار اللحام في EN-3690 في حين انه تم تصنيفها حسب EN-1011-2 وهي كالاتي:
| Scale A | اكبر من ١٥ | High |
| Scale B | اكبر من ١٠ واصغر من ١٥ | Medium |
| Scale C | اكبرمن ٥ واصغر من ١٠ | Low |
| Scale D | اكبر من ٣ واصغر من ٥ | Very low |
| Scale E | اصغر من او يساوي ٣ | Ultra-low |
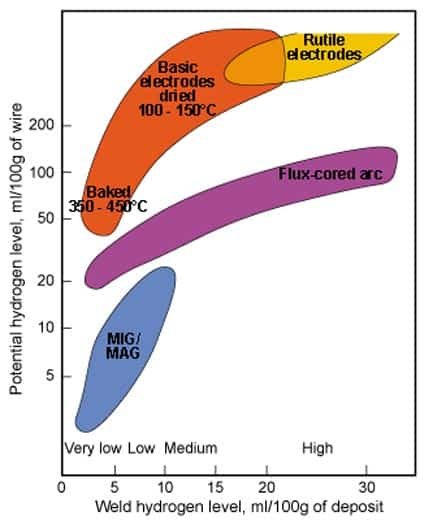
يوضح الشكل رقم ٢ كميات نسبة الهيدروجين الذي يتم انتاجها من معادن الحشو في عمليات اللحام الرئيسية وعملية MMA على وجه الخصوص التي لديها القدرة على توليد مجموعة كبيرة من الهيدروجين ، ومن اجل تحقيق نسب قليلة فمن الضروري استخدام اقطاب اللحام العادية basic electrodes واستخدامها وفقا لتوصيات الشركات المصنعة ولابد ان تستخدم بعد فتح الباكيت مباشرة او يجب ان لاتتجاوز الفترة الزمنية المحددة لها خارج الباكيت ، من ناحية اخرى في عمليات MIG فان استخدام اسلاك لحام انظف من المعادن الاساسية سيحقق مستويات منخفضة جدا من الهيدروجين.
ارشادات عامة وافضل المبادئ التوجيهية
ان المبادئ التوجيهية الاتية هي الافضل على الاطلاق حسب توصيات المعايير الدولية لمختلف انواع الفولاذ الصلب ورغم ذلك يجب فحص متطلبات نوع الفولاذ حسب توصيات الكود والمعيار الذي سيتم العمل عليه
- الفولاذ الطري نسبة تكافؤ الكربون CE < 0.04 هو سهل اللحام وعموما غير مطلوب اجراء عمليات التسخين في حال استخدام اسلاك اللحام منخفضة الهيدروجين ، وقد يتطلب اجراء عمليات التسخين في السبائك السميكة او الضغوط العالية high restraint او ربما هناك توليد للهيدروجين سوف تنشاء اثناء عمليه اللحام .
- الكربون منجنيز C – Mn لانواع الصلب medium carbon, low alloy steels نسبة تكافؤ الكربون CE 0.4 الي CE 0.5 يمكن ان يتم اللحام بدون اجراء التسخين اذا كانت السبائك رقيقة السمك ، وتتطلب السبائك السميكة اجراء مستويات تسخين منخفضة الحرارة وينبغي استخدام تجهيزات عمليات اللحام منخفضة الهيدروجين مثل الاقطاب وغيرها.
- الفولاذ مرتفع الكربون Higher carbon and alloyed steels تكافوء الكربون اكبر من CE >0.5 يجب اجراء التسخين واستخدام عمليات اللحام منخفضة الهيدروجين ويجب التسخين بعد اللحام واجراء التبريد ببطئ
في الواقع لمزيد من التفاصيل حول هذا الموضوع لتجنب تكسير الهيدروجين عليك القراءة اكثر في المعايير الدولية مثل ISO 1011-2 او AWS D1.1
افضل التقنيات والفنيات العملية الموصي بها لتجنب تكسير الهيدروجين
- تنظيف سطح الوصلات وازالة جميع الملوثات من الشحوم او الطلاء او الزيوت وغيرها.
- استخدام عمليات لحام منخفضة الهيدروجين.
- تغليف وتعليب الاقطاب في عمليات اللحام MMA و تغليف مادة الفلكس في لحام القوس المغمور والبقاء على تدفئتها اذا كان ذلك ممكنا (او يمكنك تقليل مدة تعرض هذه المواد لعوامل الجو المحيطة حسب توصيات الشركات المصنعة لها)
- تقليل الضغوط الناتجة على اللحام وتجنب فتحات الجذر الكبيرة وتجنب high restraint
- اذا كان هناك توصيات باجراء التسخين المسبق ، فينبغي عليك اجراء هذا التسخين اثناء عمليات الضبط المؤقتة علي سبيل المثال tacking
- تسخين الوصلات من مسافة لا تقل عن ٧٥ مم من سطح الوصلة مع ضمان درجة حرارة موحدة لسمك المادة.
- قياس درجات الحرارة اثناء عمليات التسخين على الجوانب المعاكسة التي يجرى عليها التسخين مع اعطاء بعض الوقت لمعادلة الحرارة مع مرعاة الحد الادنى لحرارة interpass ومتطلبات مدخلات الحرارة كما وضحتها في الموضوع السابق.
- الحفاظ على درجات الحرارة لمدة من ٢ الي ٤ ساعات بعد اللحام اعتمادا علي حساسية الكراك
- في الحالات التي ليس بها جدوى من اجراء التسخين استخدم اقطاب austenitic electrodes
سماحيات العيب ومعايير القبول
ان شقوق او تشققات الهيدروجين هي عيوب خطية ذات حواف حادة وآنها غير مسموح بها في جميع اللحامات التي تتطلب شروط تفي بمستويات الجودة وفقا لمتطلبات جميع المعايير التي نعرفها والتي لا نعرفها ويعتبر العيب مرفوض علي كل الحالات.
الكشف عن العيب وكيف يتم تصحيح تكسير الهيدروجين
ان شقوق الهيدروجين في كثير من الحالات هو عيب سطحي من السهل الكشف عنه بواسطة الفحص البصري VT او المواد المتغلغلة PT او اختبار الجسيمات المغناطيسية MT وربما يكون العيب تحت السطح فيكون من الصعب الكشف عنه، الا باستخدام الموجات فوق الصوتية UT او التصوير بالاشعة RT ويفضل استخدام الالتراسونك كما يقتصر التفتيش بالتصوير الشعاعي علي الشقوق الواسعة نسبيا التي تكون موازية للجسم ، وبما ان شقوق وتكسير الهيدروجين يتآخر لعدة ساعات بعد الانتهاء من اللحام ينبغي مراعاه تآخير وقت التفتيش او وفقا لمواصفات التصنيع.
معظم المعايير الدولية تتطلب انه يجب ازالة جميع الشقوق واصلاح العناصر المتصدعة عن طريق ازالة الشقوق بهامش امان جوالي ٥مم خارج الاطراف المرئية لمنطقة التصدع عن طريق الحفر بالجريندر ومن ثم اعادة اللحام مرة اخرى.
للتآكد من ان التكسير بمساعدة الهيدروجين لا يحدث مرة اخرى ينبغي ان يتم اللحام وفقا للاجراء الصحيح ، والتسخين ، ومراعاة نسب مدخلات الحرارة لنوع المادة وسمكها ، ومن المستحسن اجراء عمليات التسخين بزيادة ٥٠ درجة عن التسخين الاصلي.
نهاية الموضوع – كلمة اخيرة
بالرغم من انني حاولت في هذا الموضوع ان اوضح قدر امكاني خطر تكسير الهيدروجين و الوقاية من عيب شقوق الهيدروجين في الفولاذ hydrogen cracks الا انه يجب عليك القيام بالقراء كثيرا عن عمليات لحام القوس الكهربائي للفولاذ الصلب عالي الكربون وعالي المنجنيز وانواع الفريتيك استيل ويمكنك استخدام محركات البحث مثل جوجل للبحث عن Arc Welding of Carbon and Carbon Manganese Steels و ايضا عن Determination of hydrogen content in ferritic steel ويمكنك زيارة هذا المقال الاكثر من رائع الحائز على الميدالية الذهبية من AWS في عام ٢٠٠٤ Evaluation of necessary delay before inspection for hydrogen cracks by Richard Pargeter
شكرًا لمشاركتك: